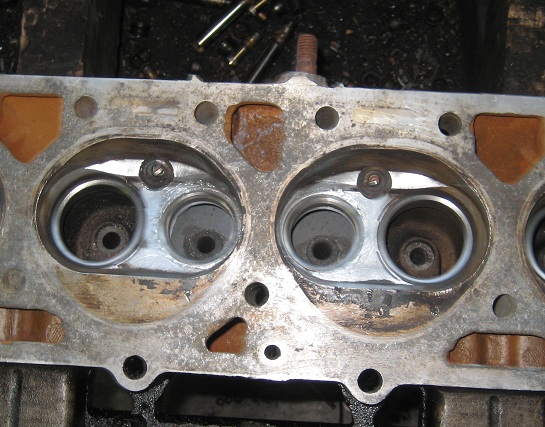
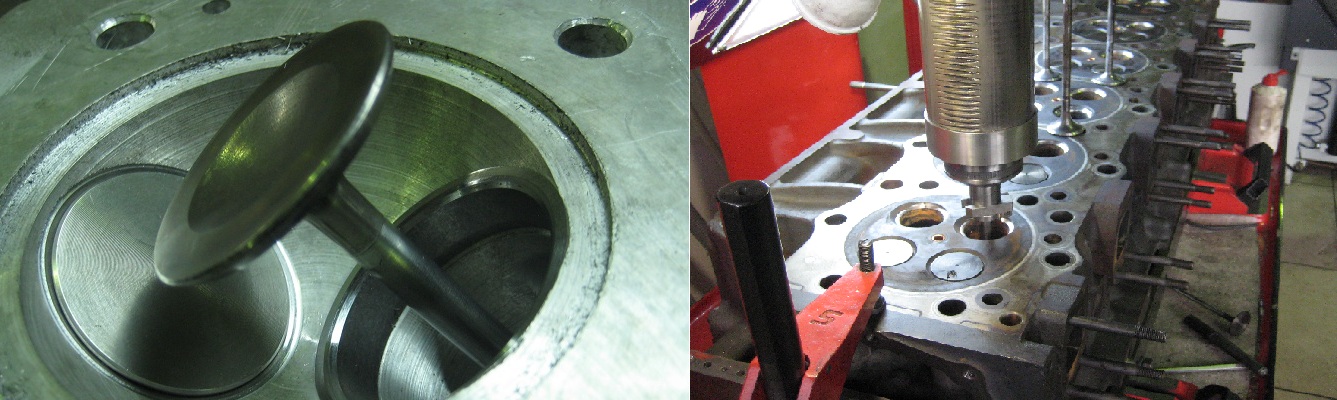
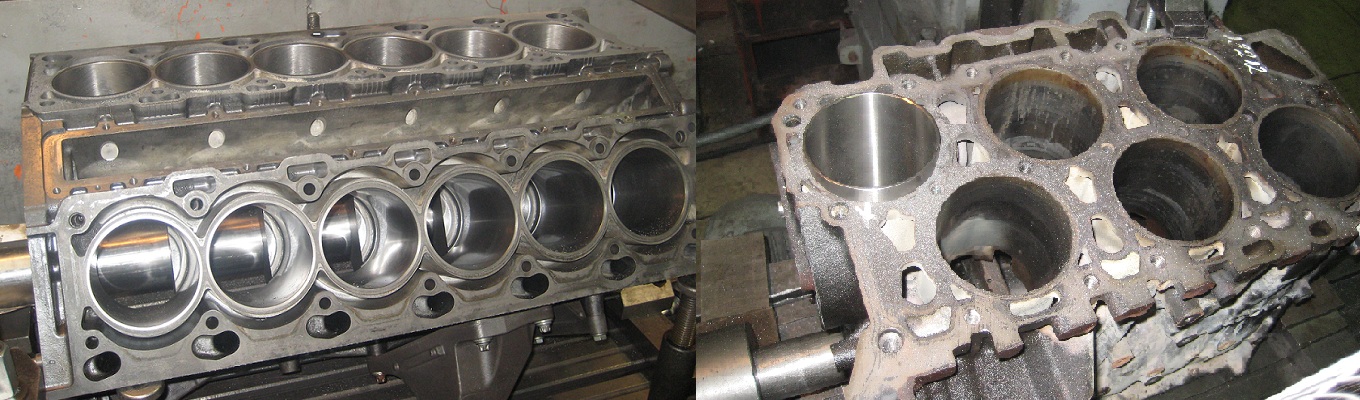
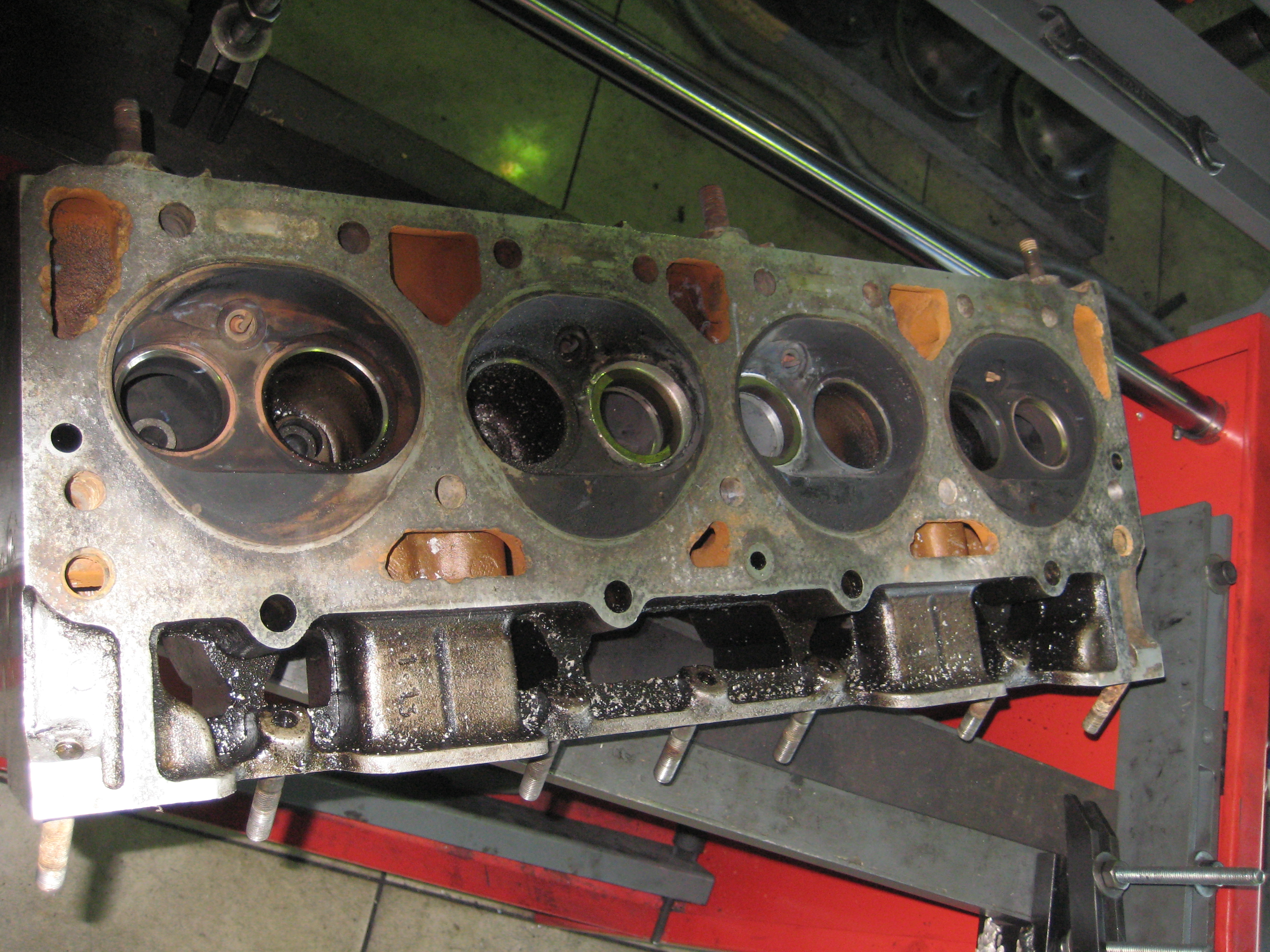
Повреждение посадочных мест седла клапана полученные при выпадании седла из головки блока.
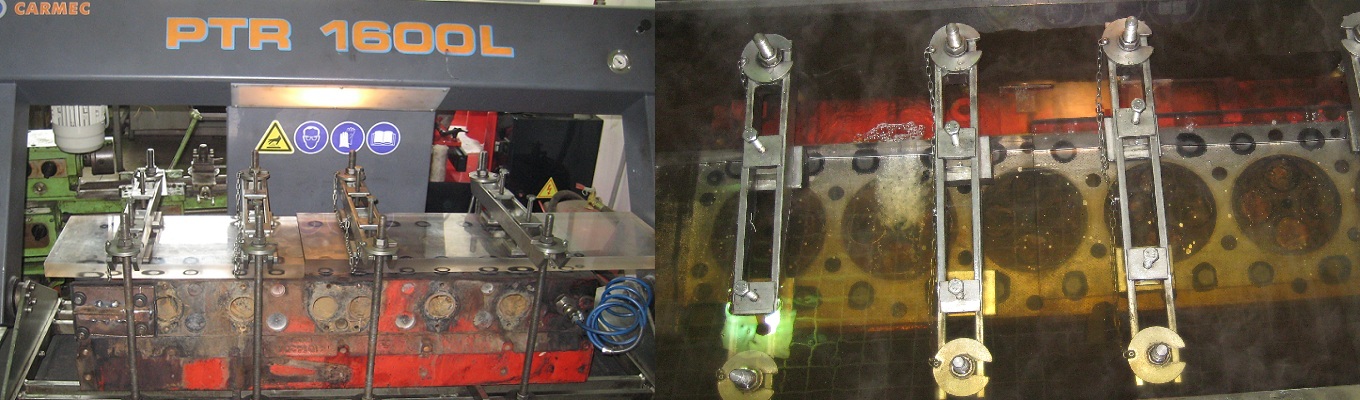
1. Завариваем повреждения аргонодуговой сваркой.

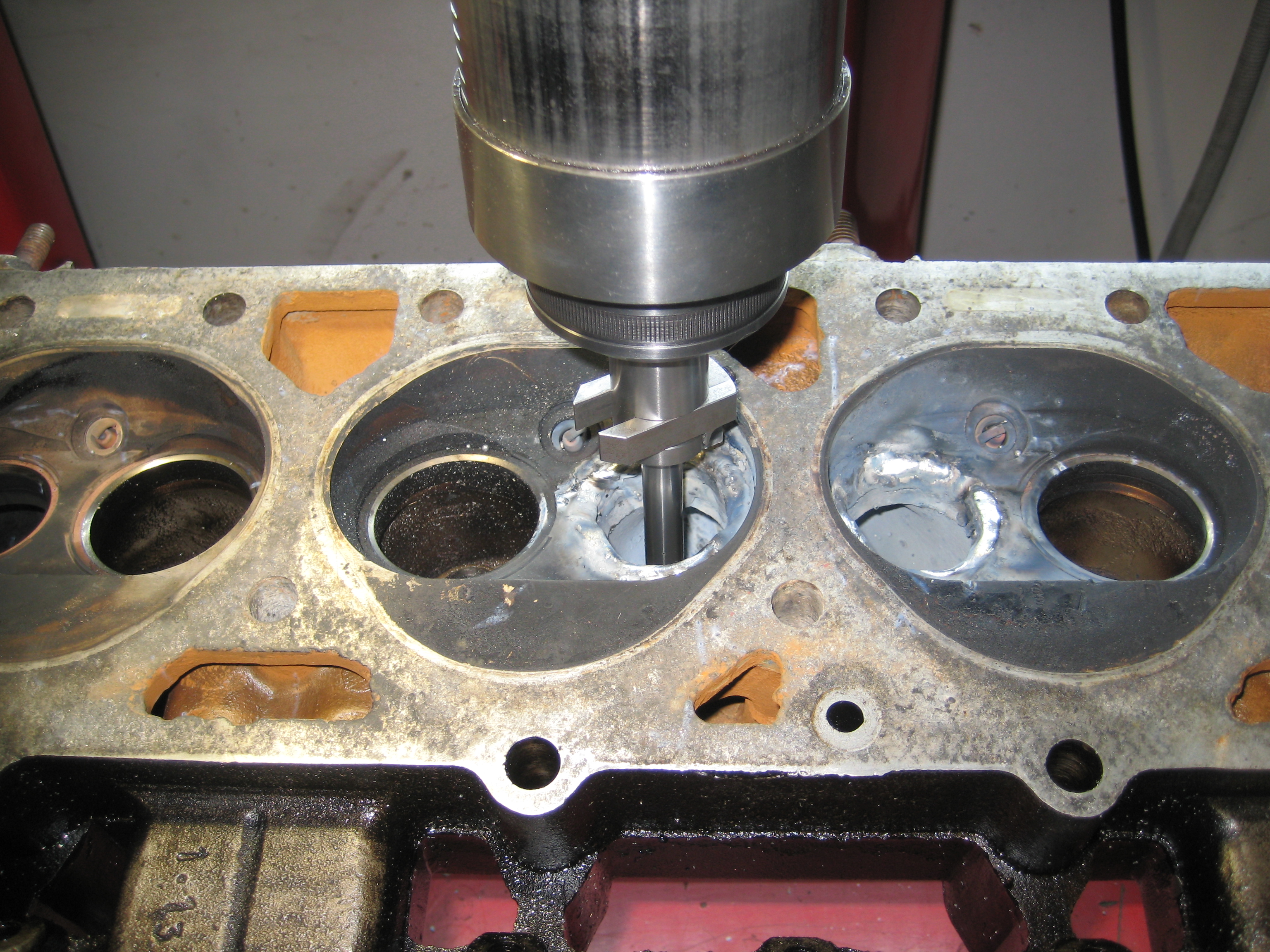
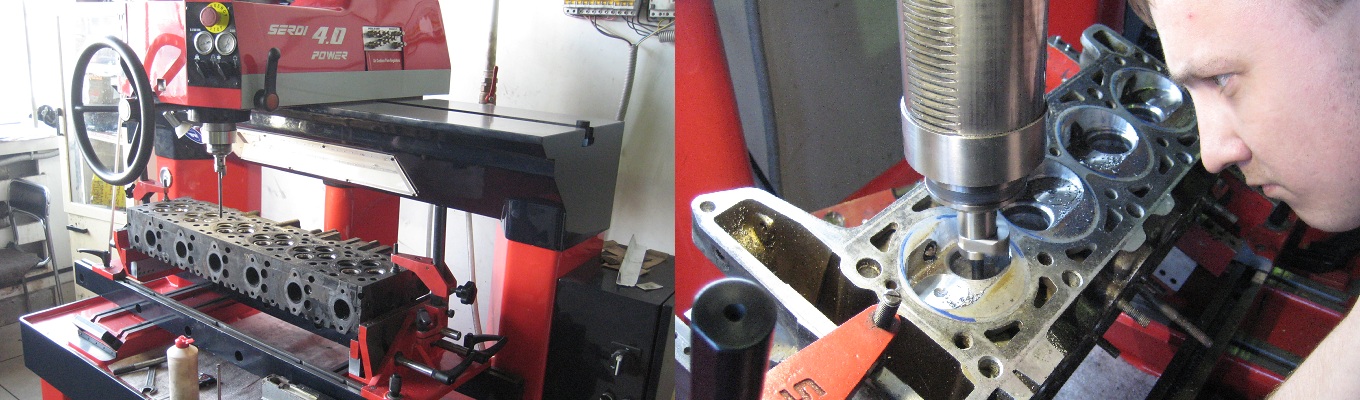
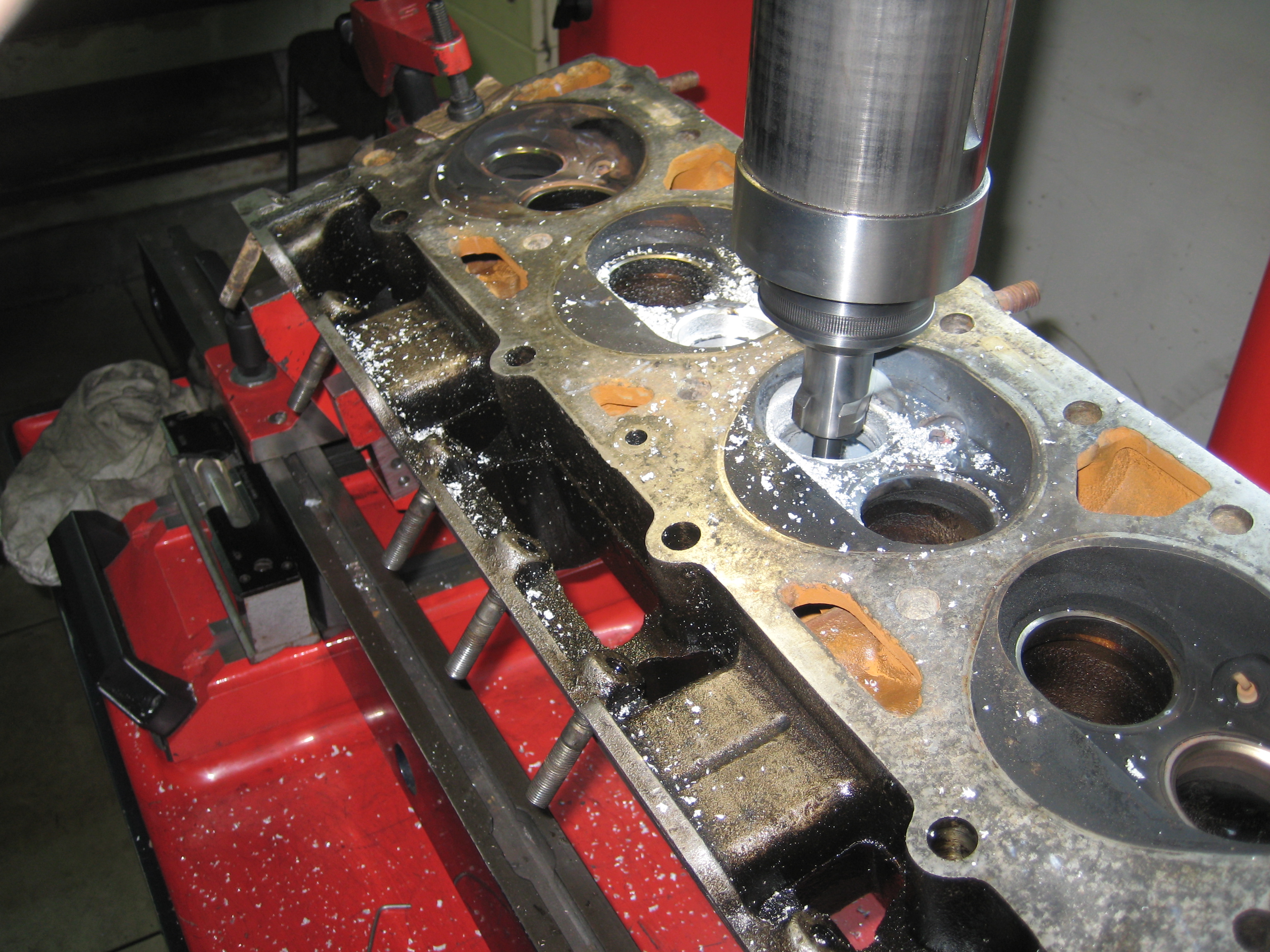
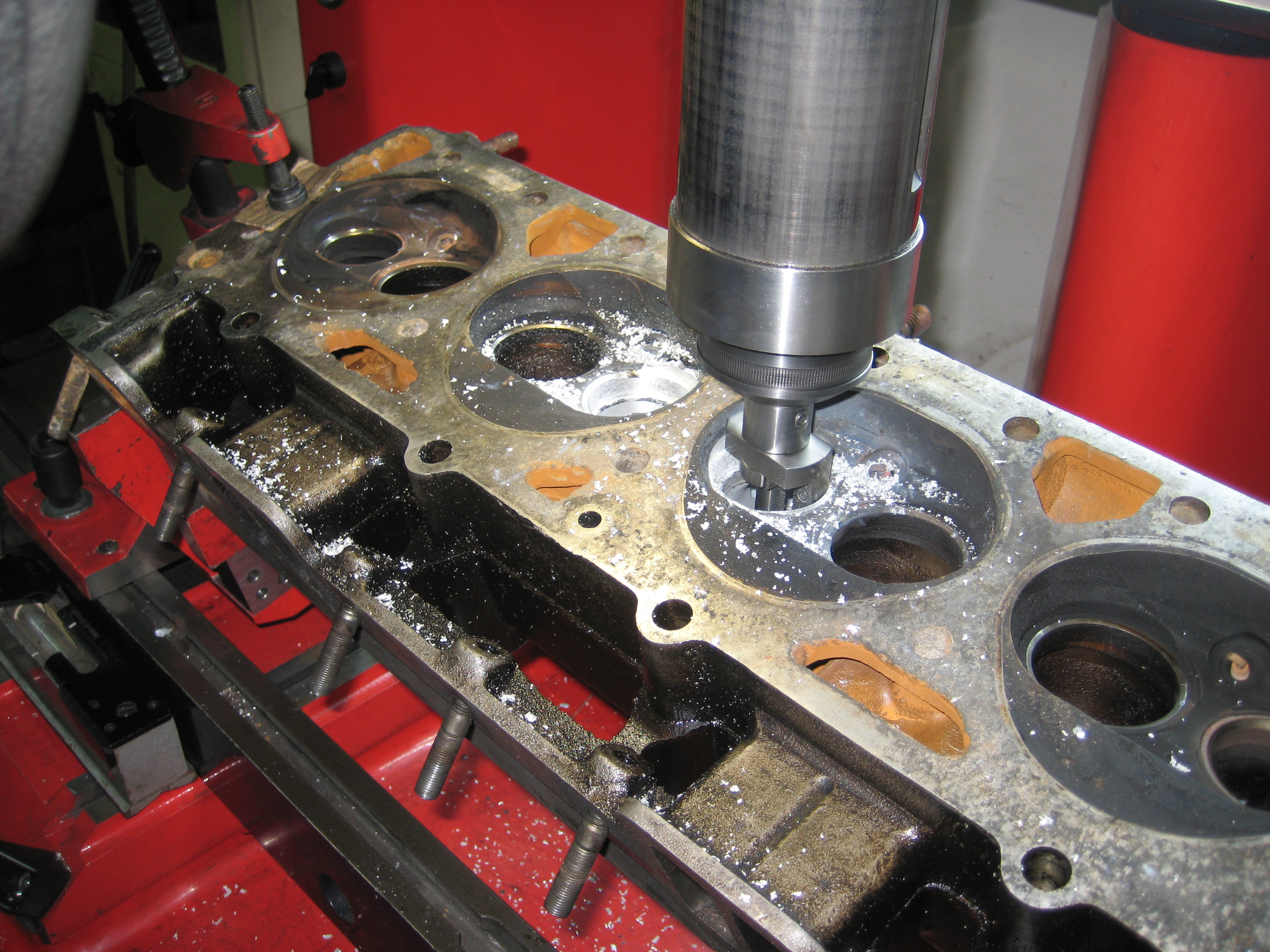
2.Растачиваем посадочное до необходимого диаметра учитывая необходимый натяг при запрессовке седла, в данном случае не менее 0.10 - 0.12 мм.
3. Запрессовываем в предварительно нагретую головку седло охлажденное в жидком азоте.
4. И обрабатываем